监督投诉电话:13920738888
022-86896365
一、热轧管壁厚不匀称,关键還是来源于热扎一次破孔。毛管破孔壁厚不匀称,很有可能有下列3层面要素导致。
1,管料加温不匀称,便是一般 说的阴阳脸。
管料在斜底炉加温时,拨料不勤,会导致管料一半“熟”,一半“生”,破孔时,摩擦阻力不一样,导致壁厚不均匀。
2,顶边样子和部位的危害。
顶边应用过多,部分熔融沉积出“台”,“台”的高宽比不匀称,等同于顶边不圆了,会危害壁厚不均匀;比较严重时,还会继续刮伤毛管中表层,导致内“重皮”。顶边部位之后,也会危害壁厚的匀称。
3,小链颤动。
穿孔机放心辊沒有调节及时,不可以平稳地“紧抱”小链,小链颤动,导致壁厚不均匀。
二、冷拔钢管,冷拔无缝管厚壁管不匀称诱因:
1)管料前面切倾斜度、弯折渡过大、管料放心孔歪斜易导致无缝钢管头顶部壁厚不均匀。
2)破孔时拓宽指数很大、热轧带钢转速比太高、冷轧不稳定。
3)穿孔机抛钢不稳定易导致毛管尾端壁厚不均匀。
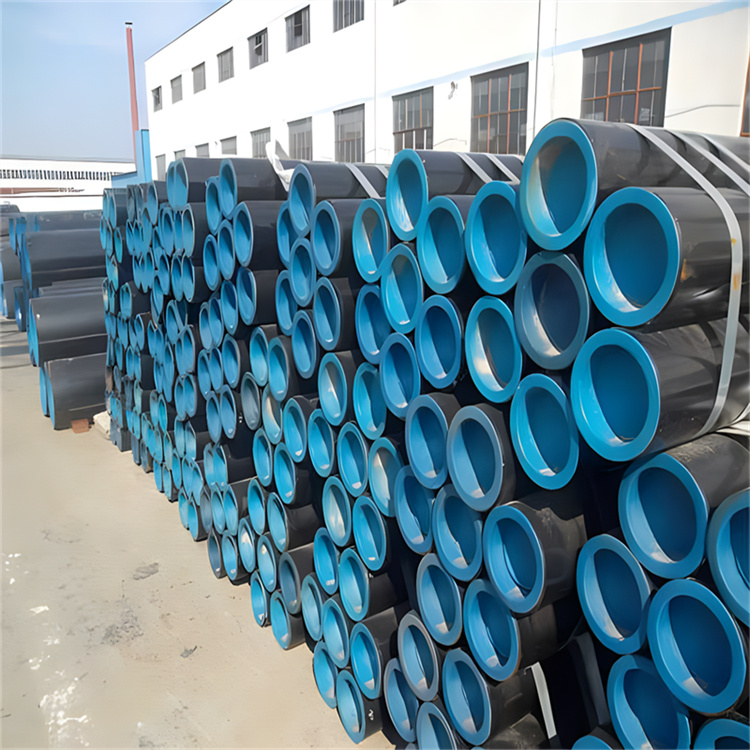
天津友联管业科技有限公司为天津市-大型无缝钢管厂流通企业 ,主要经营无缝钢管、合金管、高压锅炉管、不锈钢无缝钢管等 咨询电话:022-86896365 网站地图 网站地图
Copyright © 2013 All Rights Reserved 天津友联管业科技有限公司 版权所有 津ICP备14006737号-1